



شانتوئي ڪوماٽسو CAT لاءِ فورجنگ سيگمينٽ



جعل سازي جي عمل جي بهتري
ٻن يا ٽن ڏندن کان پنج ڏندن ۾ تبديل ڪرڻ سان ڏندن جي بلاڪ جي ڍلو ٿيڻ جو واقعو گهٽجي ويندو آهي. پوزيشننگ سرڪل کي پوزيشننگ بلاڪ ۾ تبديل ڪرڻ سان مشيننگ جي غلطين ۽ پوزيشننگ سرڪل ۽ انسٽاليشن جي مٿاڇري جي وچ ۾ مداخلت گهٽجي ويندي آهي جيڪا گرمي علاج جي خرابي جي ڪري ٿيندي آهي.
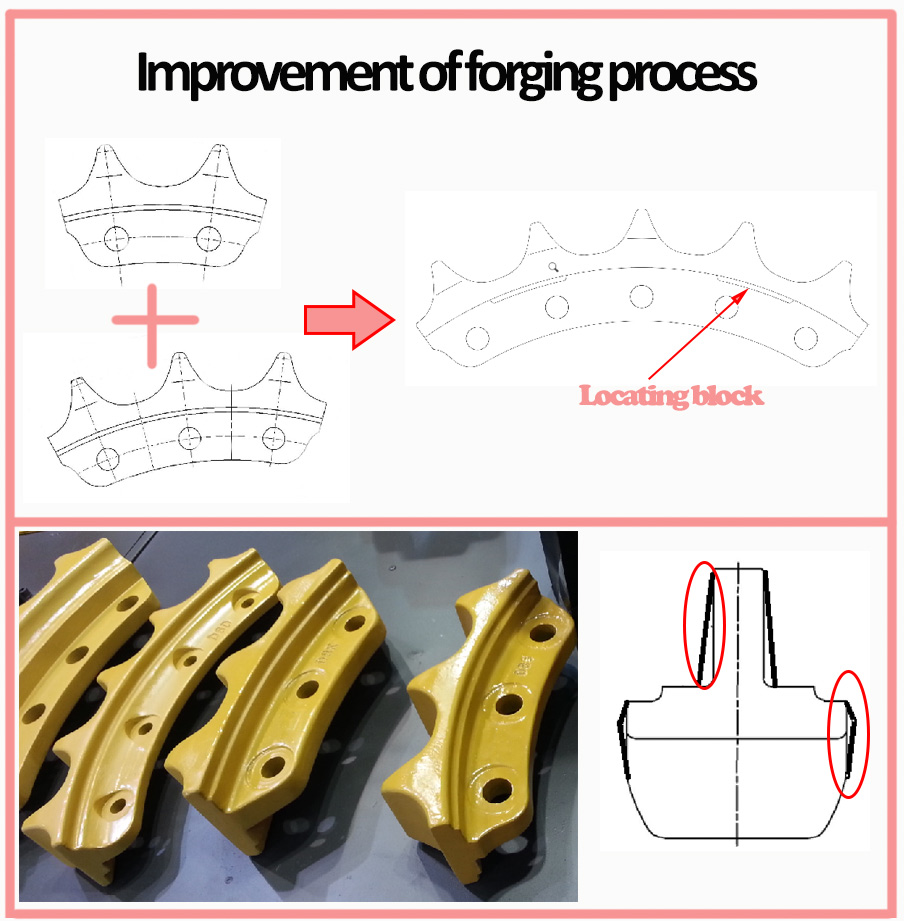
فورجنگ جي عمل جي ڪري، پاسي ۽ فلانج جي مٿاڇريحصو سڌي فورجنگ جي عمل ۾ هڪ خاص مسودي جي زاويه کي برقرار رکڻ جي ضرورت آهي، ۽ جعلي نيم تيار ڪيل پيداوار جي مشين واري مٿاڇري کي پروسيس ڪيو وڃي.
ماڊل جيڪو اسان فراهم ڪري سگهون ٿا
| حصو | ||||||||
| ماڊل | او اي ايم | پچ | ڏند | هول | ايپرچر (ايم ايم) | وزن | برانڊ | ٻيا OEM (BERCO) |
| ڊي ايڇ 08 | 111H-18-00001 | 154 | 3 | 3 | 17.5 | 4.1 | شانتوئي | |
| 111H-18-00002 | 4 | 4 | 17.5 | 5.5 | شانتوئي | |||
| ايس ڊي 13 | 10Y-18-00043 | 190 | 5 | 5 | 19.3 | 10.75 | شانتوئي | |
| ڊي ايڇ 36 | 1175-18-00009 | 228.6 | 6 | 6 | 26.5 | شانتوئي | ||
| 1175-18-00035 | 5 | 5 | 26.5 | |||||
| ايس ڊي 16، ڊي 65، ڊي 60، ڊي 85 اي ايس ايس-2 | 16Y-18-00014H | 203.2 | 3 | 3 | 23.5 | 8.5 | shantui/komatsu | 14X-27-15112/1,141-27-32410,144-27-51150,615-4149,KM2111,KM162 |
| (16Y-18-00049) | ||||||||
| ايس ڊي 22، ڊي 85 | 154-27-12273 اي | 216 | 5 | 5 | 23.5 | 15 | shantui/komatsu | 155-27-00151,615-4150, ڪي ايم 224 |
| ايس ڊي 32، ڊي 155 | 175-27-22325 اي | 228.6 | 3 | 3 | 26.5 | 12 | shantui/komatsu | 175-27-22325/4 17A-27-11630,KM193,17A-27-41630 |
| ايس ڊي 52، ڊي 375 | 185-18-00001 | 280 | 5 | 5 | 28.5 | 33 | shantui/komatsu | 195-27-33110/1، ڪي ايم 1285 |
| ايس ڊي 90، ڊي 475 | 1189-18-00001/ | 317.5 | 5 | 5 | 31.5 | 43 | shantui/komatsu | |
| 198-27-42260 | ||||||||
| ڊي 50، ڊي 41، ڊي 58، ڊي 53 | 131-27-61710 | 175 | 3 | 3 | 19.5 | 6 | ڪوماٽسو | 131-27-61710، 131-27-42220، KM788 |
| ڊي 5 بي | 5 ايس 0836 | 175 | 3 | 3 | 18 | 5 | ٻلي | 6Y5244، CR4408.7P2636 |
| ڊي 6 ڊي/سي/جي | 6 ٽي 4179/6 ٽي 4179/6 پي 9102 | 202.8 | 5 | 4 | 17.8/20.8 | 11.57 | ٻلي | 6Y5012، 5S0050، 7P2706، CR3330، CR3329، 8P5837، 8E4365/CR5476، 117-1616 |
| ڊي 6 ايڇ/آر | 6Y2931/1026677 | 202.8 | 5 | 5 | 17.8 | 11.5 | ٻلي | 7G7212، 8E9041، 7T1697، CR5515، 173-0946 |
| ڊي 7 جي/اي/ايف | 8E4675/8E4675/8E4675 | 216 | 5 | 4 | 20.8 | 14.7 | ٻلي | 5 ايس 0052، 3 پي 1039، 8 پي 8174، سي آر 3148 |
| ڊي 8 اين/آر.ڊي 7 ايڇ/آر | 7T9773/6Y2354، | 215.9 | 5 | 7 | 20.8 | 16.4 | ٻلي | 6Y3928، CR5050، 9W0074 |
| 6Y2354/7T9773 | ||||||||
| ڊي 8 اين/آر.ڊي 7 ايڇ/آر | 314-5462 | 215.9 | 5 | 5 | 20.8 | 16.4 | ٻلي | سي آر 7160 |
| ڊي 8 ڪي.ڊي 8 ايڇ | 6 ٽي 6782/6 ٽي 6782 | 228.6 | 3 | 3 | 24.5 | 12 | ٻلي | 2P9510، 5S0054، CR3144 |
| ڊي 6 اين. ڊي 6 ايم | 6I8077/6I8077 | 190 | 5 | 5 | 18.5 | 9 | ٻلي | 6I8077/8، CR5875 |
| ڊي 9 اين | 7 ٽي 1247 | 240 | 5 | 6 | 24.6 | 23.98 | ٻلي | سي آر 4686 |
| ڊي 10 اين | 6 ٽي 9537 | 260.35 | 5 | 6 | 27.61 | 26.7 | ٻلي | سي آر 5047 |
| 832 | 632-7793 | 228.6 | 3 | 5 | 26.5 | 11.63 | ٻلي | |
ايڇ آر سي
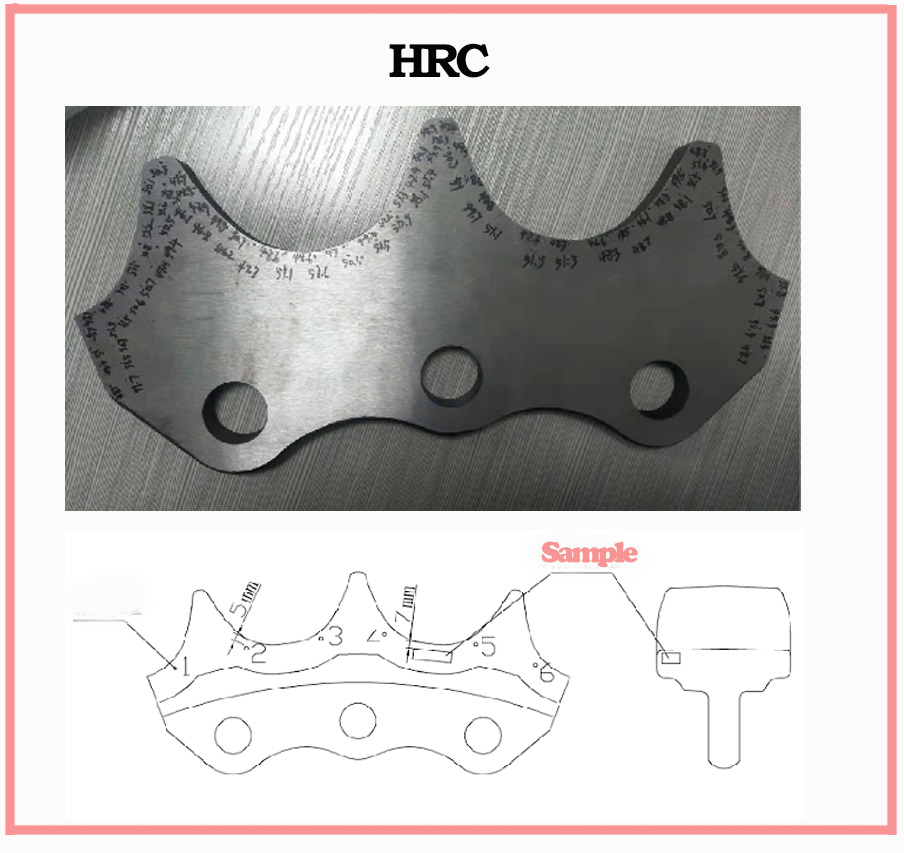
فورجنگ جي عمل جي ڪري، سڌي فورجنگ جي عمل ۾ حصي جي پاسي ۽ فلانج جي سطحن کي هڪ خاص مسودي زاويه برقرار رکڻ جي ضرورت آهي، ۽ جعلي نيم تيار ٿيل پيداوار جي مشين واري مٿاڇري کي پروسيس ڪيو وڃي.
پيڪنگ








